專(zhuān)注冷彎型鋼設備研發(fā)與制造
1.每班工作完畢后,請用點(diǎn)動(dòng)收回油缸。
2.若長(cháng)期不運用設備,則要在滑動(dòng)處面上涂上防銹油。
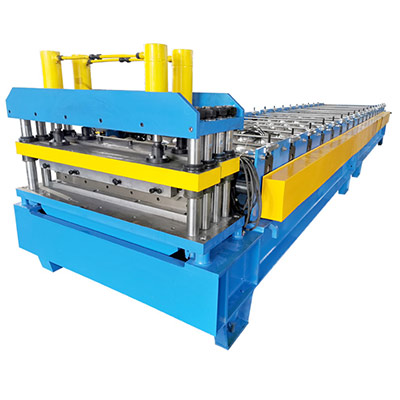
3.控制方面:數控冷彎機有PLC程序控制器控制,全液壓系統自動(dòng)讀數器可手動(dòng)控制也可數控控制。
4.操作方面:無(wú)限進(jìn)料,可進(jìn)可退,油缸進(jìn)度尺寸自動(dòng)定位無(wú)需人工丈量,彎曲尺寸自動(dòng)讀數
5.雙重自動(dòng)關(guān)機系統,抵達指定尺寸自動(dòng)關(guān)機,紅外線(xiàn)剎車(chē)系統,無(wú)料時(shí)自動(dòng)關(guān)機。
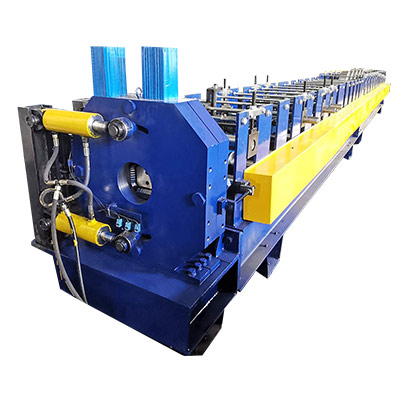
把工字鋼放在冷彎機上,與減速器帶動(dòng)的滾輪接觸后,將壓緊手柄進(jìn)給鎖緊,啟動(dòng)電機油泵組,由電動(dòng)油泵輸出的高壓油經(jīng)溢流閥(可調整所需壓力),進(jìn)入聚成塊到電液閥,有電液閥和點(diǎn)動(dòng)開(kāi)關(guān)(點(diǎn)進(jìn)、點(diǎn)退)控制油缸工作,工作油缸推進(jìn),將工字鋼與三個(gè)支撐滾輪壓緊并未發(fā)作彎曲變形時(shí)開(kāi)端計算,油缸再推進(jìn)的長(cháng)度進(jìn)程為每次10mm-15mm,開(kāi)主電機正轉或反轉,由主電機帶開(kāi)工字鋼工作,重復操作,到達所需為止。